
{kind=link}
While I acknowledge the expectations Ellis tries to set, all the youtubers out there have me chasing a dragon looking for better and better layer aliment on my z-axis. I suspect (at least) one of you will come out of the woodwork and say your printer has better aligned layers than mine too 😭 I’m certainly not alone, but even in that thread you can find some people claiming that not everyone experiences the issue
So far, I’ve been through three iterations on my CW2:
- BMG gears with a grub screw
- BMG Integrated Drive Gear Assembly (IDGA). Press fit gear = no more grub screw
- FYSETC CNC Pom w/ Helical gears, since evidently the BMG gears can still be somewhat offset
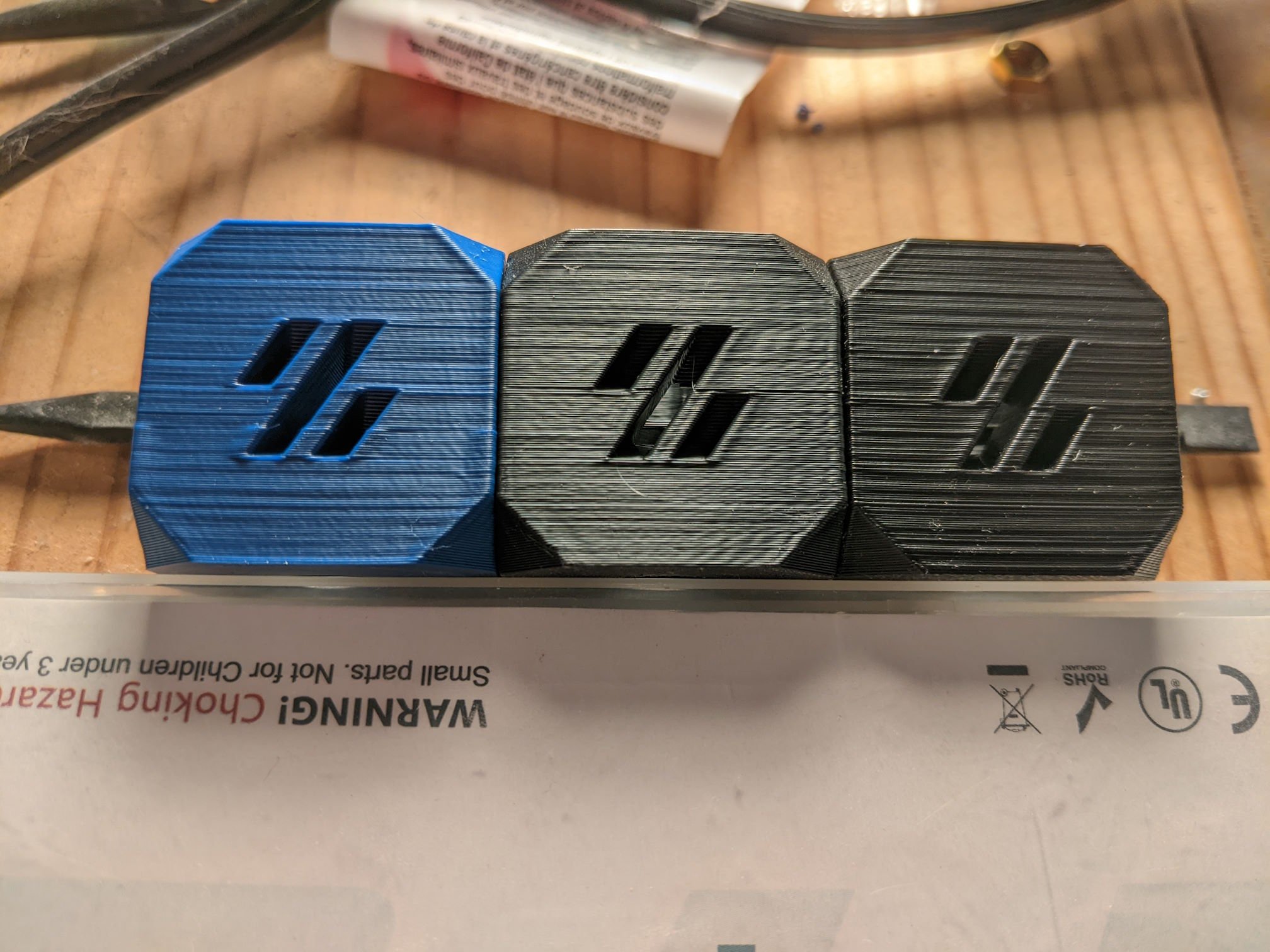
Results below with me hand holding my cellphone and moving a Pixar style desk lamp to be at a progressively steeper angle to the face of the cubes. Left = FYSTEC Pom (I also used Orcaslicer), middle = BMG IDGA, right = ‘normal’ BMGs. Note that the cubes are upside down.
Vanity shot with very soft and indirect light

Direct light, 90 degrees to the face of the cubes (basically perpendicular)

Direct light, ~45 degrees to the face of the cubes

Direct light, ~5 degrees to the face of the cubes (basically parallel)
At this point, I am going to shrug, give up, and print with fuzz (or avoid harsh light).
This makes me sad. The center and left cube are pretty solid in person until you get direct overhead light on them.
I just added another photo to the OP with a more diffused light sourced. It makes all three parts look pretty good.
I do kind of wonder if this is a compromised based on speed. I wouldn’t say I’m going fast, but I am running 110 perimeters and 3k accelerations. Maybe I should print a slower cube.
Other ideas are welcome :)
It may be a trick of the lighting. The picture you added looks much better. But I wouldn’t think you would be able to see that kind of errors just from light.
I’ll dig out some old prints tomorrow and see what they look like under a direct harsh light source. I say old because as soon as I started modding my printer, the quality went to shit. I may be able to print TPU and ABS now, but it definitely doesn’t look as good as before I started messing with it.
Haha, sounds like fun. This is a Voron 2.4 350, so it has the (dis)advantages of being big/having long belts and having a hot end that’s biased toward speed. I’ve run a spool of TPU through it somewhat recently and at this point I basically daily ASA. PETG parts look better, but I have not tried a PETG cube yet. Maybe I should.
Thanks for digging around for pics! I appreciate the reference.
You sure this isn’t some sort of flow issue? The z-axis should be judged based on measurements of the cube if I’m not mistaken (20mm cube = 20mm) while the look of the print is dependent on speed/flow/layer height/plastic quality. The extrusion looks pretty inconsistent, and I see a ton of ringing even without anything immediately nearby to cause it (you can see it across the entire width below the little slashes from corner to corner).
I dunno what firmware you’re using, but with klipper, resonance compensation and input shaping can help eliminate things like this.
It might be a flow issue. I recently discovered that my hot end was coming apart, which was leading to some print inconsistencies. This is my first print after fixing that, and swapping extruder gears while I was in there. I’ll have to check my belts and take another pass through Ellis’s tuning guide.
I am running klipper, and even have an accelerometer mounted to my tool head, but haven’t taken the time to put some temporary wiring in place to test/tune it. I’ll also have to do that. I do see some fine/faint ringing in the parts.
As for these prints, they were printed fairly quickly on a 0.4mm nozzle with 0.2mm layer height in Polymaker ASA.